PSV or pressure safety valve is a device to protect the entire system. But to be confident and avoiding of leaving any chance of risk of PSV popping we need to test each and every Pressure safety valve with a specified PSV popping test procedure.
Testing of PSV and its procedure can be different but the findings of each method is to verify the exact working of the Pressure safety valve. In this article we will learn the following:
- What are the Pressure safety valves and their classification?
- PSV testing procedure and testing steps.
- Different types of PSV popping test procedures.
- PSV calibration setup and safety to be taken.
- Observation stages and Adjustment of pressure safety valve.
Featured Article: A brief on the Difference between PSV and PRV (PSV vs PRV)
Table of Contents
What is PSV or Pressure safety valve?
A pressure relief valve is a safety device that is designed to safeguard pressure-holding equipment during an event of overpressure of the equipment. An overpressure event means a condition that would cause pressure in a vessel that increases beyond the designed pressure or maximum allowable working pressure of that system.
The primary purpose of the pressure relief valve is to protect life and properties from overpressurization of equipment of the system by venting out fluid from overpressurized vessels.
More Resources: What is Disc Valve Diffuser? Purpose of Valve Diffuser in Piping.
Classification of Pressure safety valve
As per the standard of DIN 3320 standard, there are a total of 07 types of pressure safety valves:
- Standard safety valve – A valve in which the opening reaches the degree of lift only necessary to be discharged within a pressure rise of not more than 10% (The valve is characterized by a pop type action and is sometimes known as high lift).
- Full lift safety valve – A safety valve that opens rapidly within a 5% pressure rise up to the full lift as limited by the design. The amount of lift up to the rapid opening (proportional range) shall not be more than 20%.
- Direct loaded safety valve – A safety valve in which the opening force underneath the valve disc is opposed by a closing force such as a spring or a weight.
- Proportional safety valve – A safety valve that opens more or less steadily in relation to the increase in pressure. Sudden opening within a 10% lift range will not occur without a pressure increase. Following opening within a pressure of not more than 10%, these safety valves achieve the lift necessary for the mass flow to be discharged.
- Diaphragm safety valve – A directly loaded safety valve in which linear moving and rotating elements and springs are protected against the effects of the fluid by a diaphragm.
- Bellows safety valve – A direct loaded safety valve where sliding and (partially or fully) rotating elements and springs are protected against the effects of the fluids by a bellows. The bellows may be of such design that they compensate for the influences of backpressure.
- Controlled safety valve – This type of pressure safety valve consists of the main valve and a control device. It also includes direct acting safety valves with supplementary loading in which, until the set pressure is reached, an additional force increases the closing force.
More Resources: Fugitive emissions testing, Standard and valve stem packing
PSV Popping Test process

The PSV popping test or Pop test is a set pressure test of pressure safety valves. It is done with the help of compressed air which let flow it in the inlet of PSV until it opens. Then the authorized person for PSV calibration compares the opening force with the set pressure to see whether the valve works well or not.
When the inlet pressure of the pressure safety valve surpasses the threshold pressure, the “popping off” action is produced until the system pressure drops to the designated minimum pressure. The pressure safety valve then resets itself and closes down automatically.
Steps for PSV popping test process
A Pressure safety valve is being pop tested in the following steps:
Step-1
Before testing, Set pressure needs to be determined by the pressure safety valve. A properly manufactured and serviced PSV has a set pressure engraved on the tag which is riveted on the body of the PSV.
Step-2:
Slowly increase inlet pressure using any external source until an audible popo is released. Take a note of that reading of that precise moment.
Step-3:
Reduce the pressure gradually and record the reseating pressure, i.e. The pressure at which the valve will close. This happens instantly if the pressure source contains too low of a volume, thus making the seating pressure too difficult to record.
Step-4:
Repeat as many times as necessary but ideally, it is done 03 times to record required readings to track all pressure measurements for confirmation.
Even though the fundamental PRV testing technique is relatively simple, it produces results based on simple observations. Provision of signed certifications allows for little to no traceability other than the technician’s error.
Safety Tips for Popping test
Safety precautions to be followed during Pop-up testing of PSV are as follows:
- Always stay within the test stand’s pressure limit.
- Pop-up testing should be assigned only to a fully trained person.
- Always ensure the test stand is installed correctly.
- Valve outlet should be always away from the operator.
- Every person in the test area should wear a shield and eye protection.
PSV Testing methods
Before putting a PSV into operation each pressure safety valve needs to be tested to protect equipment against overpressure. So it is important that every PSV has to be tested. There are 02 ways of testing of pressure safety valve:
- Bench testing of PSV and
- Inline or Online testing of PSV
Bench testing of pressure safety valve
Bench testing is the most popular type of method for testing pressure safety valves because it allows testing PSV in a controlled shop environment. Testing of valves that is already installed in the system requires the system to shut down.
Bench testing of PSV requires removing the pressure-relieving valve from its position and then carrying out a full functional test to check the behavior of the valve in case of overpressurizing.
Correspondingly, PSV testing cost less per testing of the valve in bench testing. But it can result in loss of production if the equipment is shut down or the removal of PSV requires for testing purposes.
Inline testing of Pressure safety valve
When a PSV does not need the removal of the valve from installation or shut down the system is called “Inline or Online PSV testing”. A competent technician can test valves in the system using inline safety relief valve testing equipment to determine the actual setpoint.
In situ, PSV testing proves to be cost-effective as it does not require a plant shut down. But on the other hand, per PSV testing costs are much higher.
Operational testing of PSV
When PSV is already installed in the system or attached to the pressure holding equipment, it is costly to test pressure safety valves. In this case, PSVs are tested while in operational conditions. There are two ways of operational testing as follows:
Accumulation testing
The accumulation testing of PSV is a boiler safety test that determines whether the safety valves can release fluid quick enough to keep the pressure when by more than 10%. The main steam stop valve closes during this testing of the pressure safety valve.
The burner installed on it indicates that the steam pressure will not increase over 10% prior to the safety valve releasing excess steam pressure into the atmosphere.
Hydro test
Hydro testing, also called hydrostatic testing, is performed on pressure vessels to check for leaks. This testing completely fills a pressure vessel with water and pressures it. Once pressurized, leaks can be detected.
And also when overpressurized with installed PSV, it is pop-up. Pressure at which PSV popups indicates the behavior of PSV.
Pressure safety valve calibration setup
The calibration setup is the same as of pressure gauge with the difference that PSV has no display to check out popping pressure.
There are 02 types of setup that can be implemented are as follows:
- By using a pneumatic pump as the pressure source that is also enabled with a display to show the outlet pressure of the pump.
- By using nitrogen gas or compressed air as a pressure source.
Pressure Safety Valve Calibration or Testing Reference Standards Requires:
- A pressure module or a test gauge
- Fluke 754 as a display for pressure module
- A pressure source like a compressed gas, nitrogen gas, or a pneumatic pump
- Set of Fittings
Calibration Procedure:
- Determine the set point of the pressure gauge and record this setpoint to anticipate the opening of the valve while controlling the pressure source.
- After performing the above setup, ensure that there is no leak.
- Increase the pressure until a sudden release or pop-up action is observed.
- Check the displayed pressure reading in the standard and record in your Measurement Data Sheet (MDS).
- Slowly decrease the flow of the pressure then observe the closing of the valve, this is the reseating pressure value- record it
- Repeat the procedure up to 3 times.
- Do not forget to label and seal to prevent unauthorized adjustment.
Why Calibration required for the Pressure safety valve?
Every Pressure safety valve has a set pressure engraved on a plate which is riveted to its body. A set pressure needs to verify before making it functional for any system or pressure holding equipment. Some of the reasons why we need to perform a calibration test of PSV are as follows:
- To verify that, PSV is still within the set pressure.
- It’s done as a part of preventive maintenance for regular proper working conditions.
- To test all of its mechanical parts if it works properly or not.
- To check for any contamination like dust or debris coming out with the fluid that can affect the resealing of the disc that may result in a leak.
- Sometimes, it has been observed that the closed position of the valve is not being activated for a required longer time. This affects the set pressure, so it is a good practice to test the valve.
Observation stages of PSV calibration
There are 03 stages of observation of PSV calibration as follows:
- Set pressure: this is the pressure reading when the valve will pop or release pressure rapidly. Tolerance is usually 3% of the set pressure.
- Overpressure: This is pressure above-set pressure at the point where the valve will open fully. It has a tolerance of up to 10% above the set pressure.
- Closing Pressure: this is known as the reseating pressure. It is the pressure reading when the valve will fully close and stop releasing.
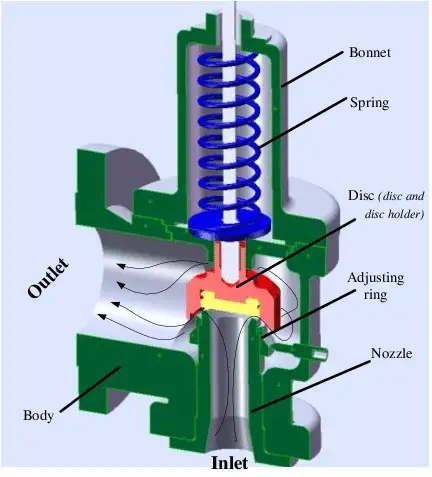
Adjustment of Pressure safety valve
PSV is purely mechanical. It can be repaired or adjusted. The adjustment is simple, just you need the right tool and techniques.
PSV has a set pressure that is determined by the strength of the spring installed inside it. The more the spring is compressed, the stronger or higher the pressure it can withstand or create.
In order to adjust the set pressure, we need to change the compression and/or the elongation of the spring by rotating the adjusting screw located just above the spring.
3 Steps to perform Adjustments:
- Removing the bonnet cover, a ring with a screw will be exposed
- Loosen the ring-like lock screw to access the adjusting screw
- Once the lock is loosened, turn the adjusting screw ( clockwise or counter-clockwise) to adjust at the desired range.
Conclusion
A pressure safety valve or PSV is the last line of defense for all pressure holding systems and equipment that protect it from getting overpressurized. Working of Pressure is completely a mechanical system, hence this needs to be verified before installing it in operations.
It can be hazardous during the calibration or PSV popping test procedure. So, taking care of the operator and testing technician need to be done to make all the processes safe and harmless.
PSV popping test can be done either after installation or before installation. In both cases, the method of testing and its medium can be different to observe the result.
